
苏州佑铨环保工程
环保工程方案及设备供应商
0512-5398616613372119898
苏州佑铨环保工程
环保工程方案及设备供应商






苏州佑铨环保工程有限公司是专业从事环保产品研发、生产、销售、工程设计施工为一体的生产型企业,全面致力于涂装、家具、电子、化工、橡胶、表面处理、等行业的环境污染治理。
公司集工程设计、设备生产制造、工程施工于一体,RO纯水设备、环保设备生产、开发为基础,建立了从产品开发制造,工程项目设计策划,设备选型配套到工程安装、系统调试、保养、维护、维修的一条龙产业化体系。我公司于2008年7月已取得国际ISO9001:2000的国际品保认证;同时我公司 于2019年8月取得“环保工程专业承包三级”资质证书。
了解更多公司成立
生产基地
专业人员
客户案例

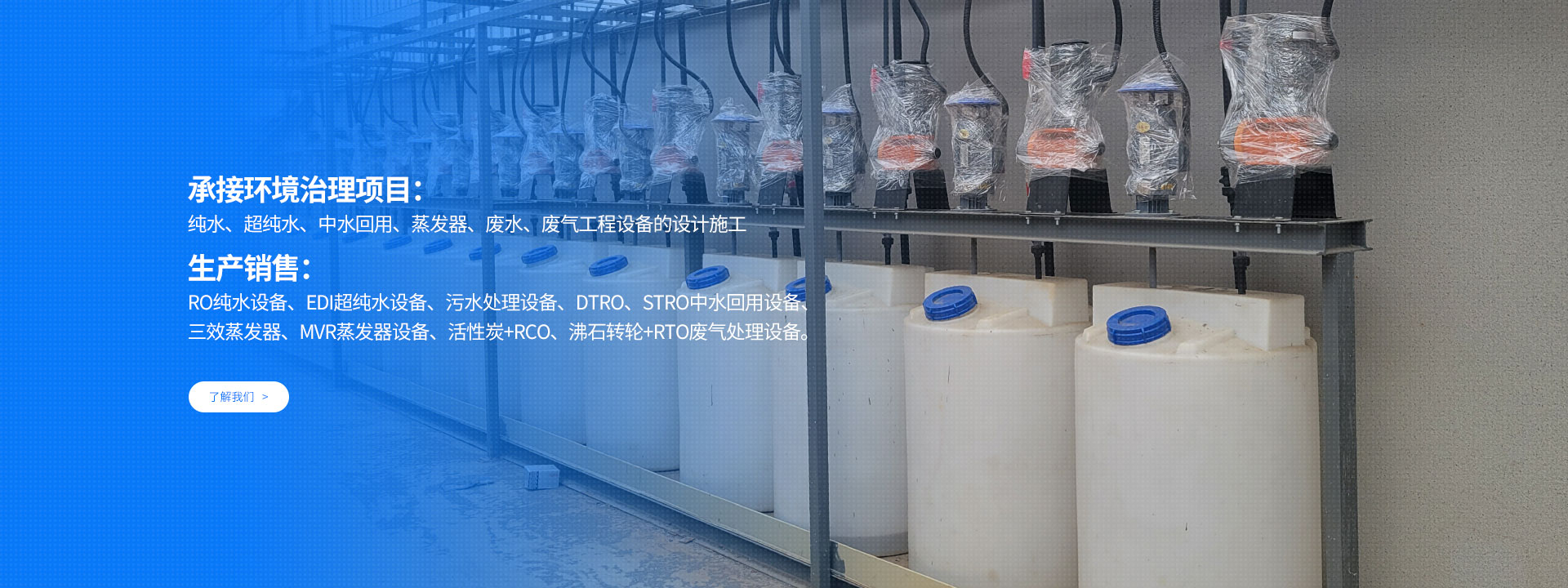
致力为客户提供稳定的一站式污水废水废气处理方案和设备

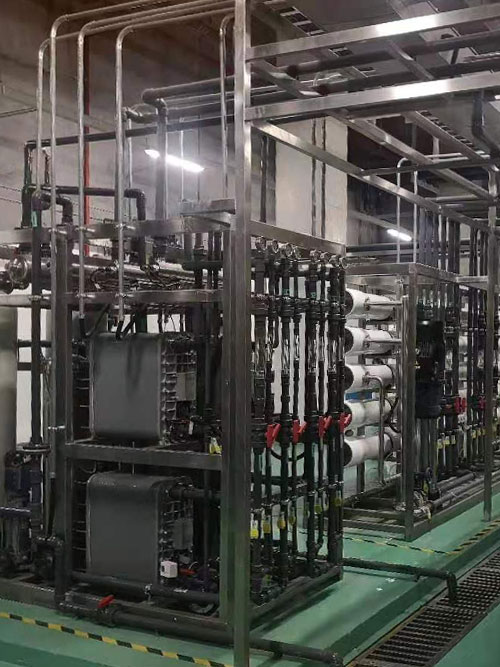
纯水设备是将原水经过精细过滤器、颗粒活性炭过滤器、压缩活性炭过滤器等,再通过泵加压,利用孔径为1/10000um(相当于大肠杆菌大小的1/6000,病毒的1/300)的反渗透膜(RO膜),使较高浓度的水变为低浓度水,同时将工业污染物、重金属、细菌、病毒等大量混入水中的杂质全部隔离,从而达到规定的理化指标及卫生标准,产出纯净不含杂质的水。
查看详情
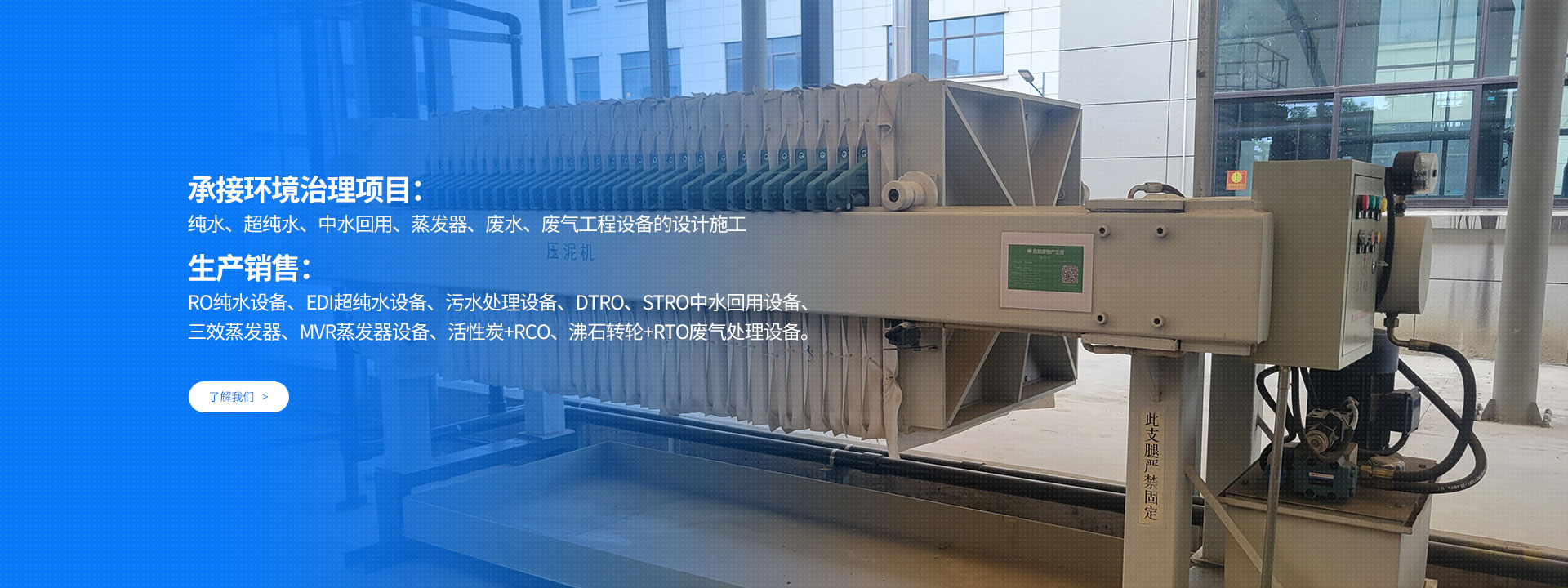
污水废水处理是指将城市生活污水和工业废水中的各种污染物质去除或转化,使其达到排放标准或可循环利用的水质要求的过程。污水处理通常包括物理、化学和生物处理等多种技术手段。
查看详情
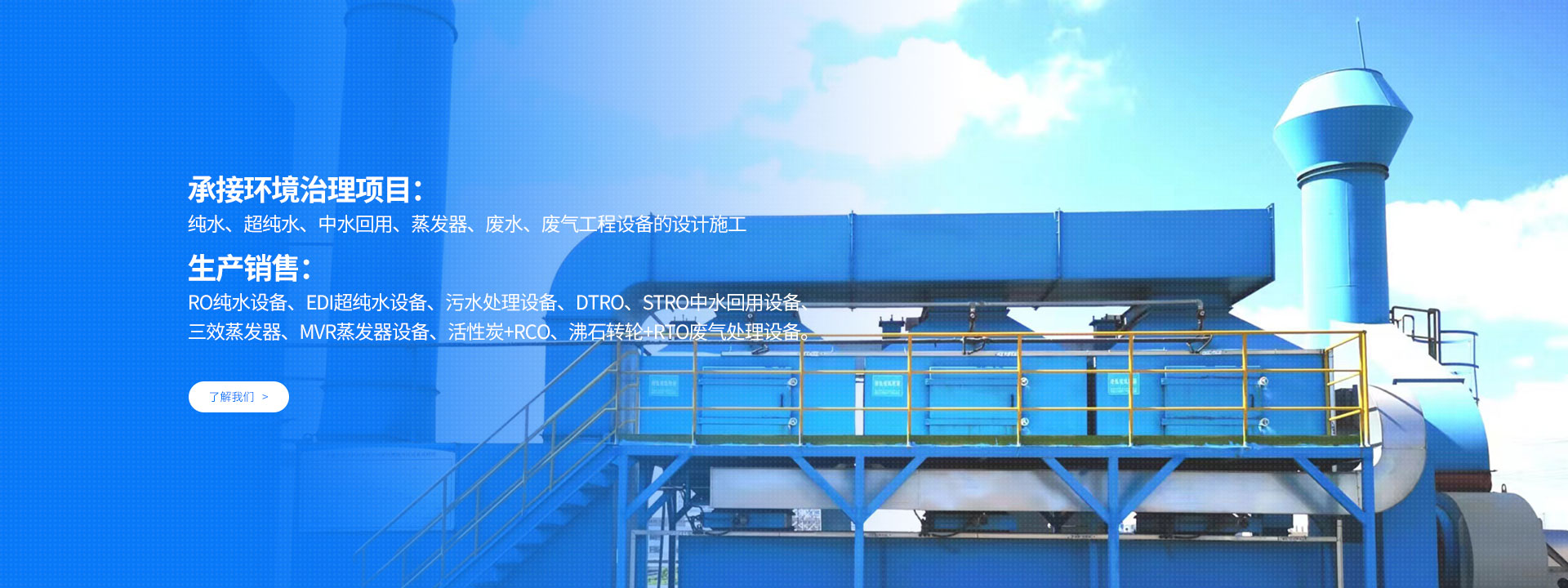
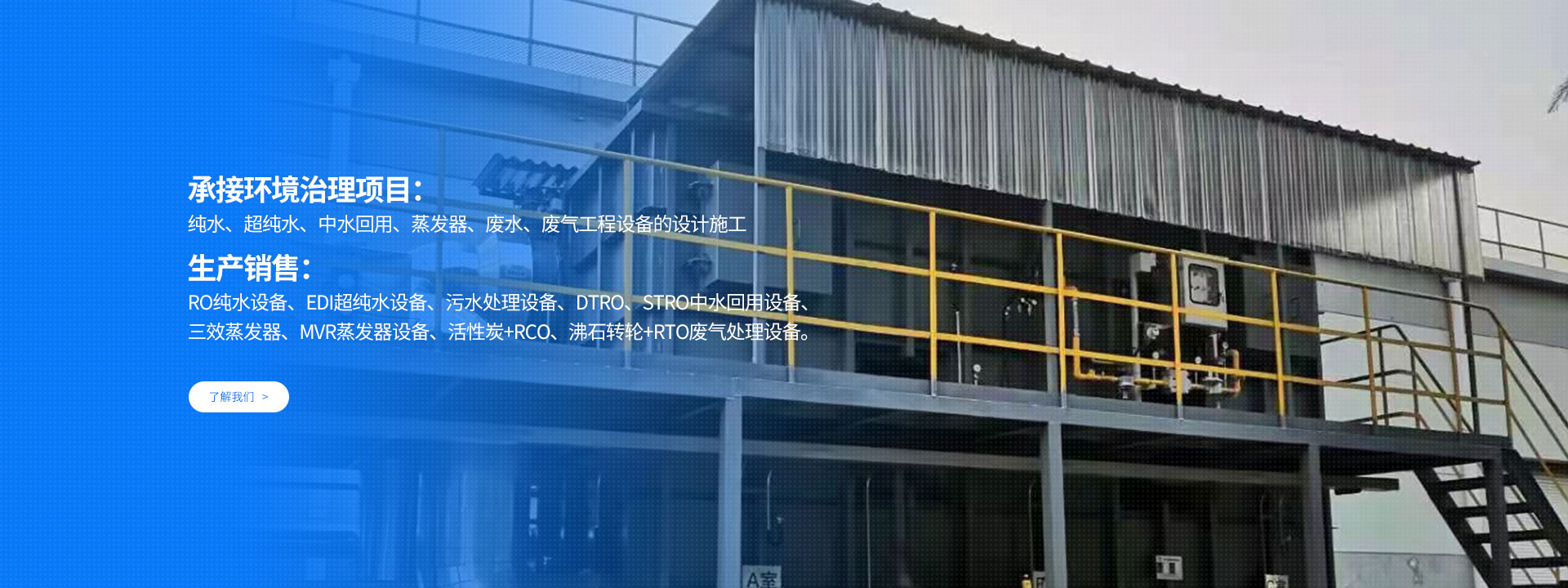
废气处理是指对产生的废气进行净化和处理的技术过程。废气处理技术是一个广泛的领域,有多种处理方法可供选择,包括冷凝法、吸收法、燃烧法、催化氧化法等。选择适当的废气处理技术取决于废气的成分、浓度、流量、排放标准以及处理设备的成本和运行费用等多方面因素。
查看详情个性定制,满足不同环保工程解决方案需求!

公司从事环保设备的研发生产已达十七年之久,公司拥有一批从事同行业多年的专业技术人员,通过引进和消化国内外的先进技术,研制出一系列的高质量产品。

我公司于2008年7月已取得国际ISO9001:2000的国际品保认证;同时我公司 于2019年8月取得“环保工程专业承包三级”资质证书。

公司建立了从产品开发制造,工程项目设计策划,设备选型配套到工程安装、系统调试、保养、维护、维修的一条龙产业化体系。

专注于环保行业,为政府及无数企业提供专业务,2019年全年承接项目上百个,服务区域涉及江苏、上海等多个省市。

设备质量轻,强度高,具有抗氧化、持久不易变形等特点,广泛应用多个领域,获得大众好评,

我们的经营理念是“以客户为尊”的服务宗旨,践行“质量、服务、诚信”的服务准则,确保“及时、快速、满意”的态度为社会各界提供全面,周到的售后服务。
近20余年水处理行业经验,解决2000余家客户废水污水问题
























关注佑铨环保,了解更多水处理资讯












